摘要:基于可听声信号的刀具磨损状态监测具备成本低、传感器安装便捷以及不干扰加工过程等优势,应用前景十分广阔。然而,可听声信号包含大量环境噪声,致使监测精度欠佳。为此,提出一种基于可听声信号熵特征的刀具磨损状态监测方法。首先,提取加工过程中可听声信号的7种熵特征;其次,采用相关性分析方法,选出皮尔逊相关系数(Pearson correlation coefficient,PCC)绝对值大于0.9的香农熵、小波熵、排列熵和近似熵特征;最后,采用长短时记忆(long short-term memory,LSTM)网络构建刀具磨损状态监测模型。试验结果显示,熵特征可抵御噪声干扰,且监测精度均方根误差(root mean square error,RMSE)为0.0041 mm。
关键词:熵特征;长短时记忆网络;刀具磨损状态监测;可听声信号;铣刀
论文《基于可听声信号熵特征的刀具磨损状态监测》发表在《制造技术与机床》,版权归《制造技术与机床》所有。本文来自网络平台,仅供参考。
随着全球制造业步入智能化转型的快车道,工业4.0与智能制造的理念正深刻重塑着传统生产模式。在智能制造中,设备状态的实时监测成为提升生产效率、确保产品质量与安全的关键环节。刀具作为直接参与铣削过程的核心部件,其磨损状态对生产效率与加工质量的影响尤为显著[2]。因此,研究出一种能够精准高效的刀具磨损状态监测的方法具有重要意义。
目前,主流的刀具磨损监测方法可分为直接监测法和间接监测法3。直接监测法即直接测量刀具磨损量,从而评估刀具磨损状态,常用的方法有接触测量、机器视觉和光学监测等。直接监测法成本昂贵,图像易受铣削液、光线等因素影响,且属于非实时的离线监测,大幅降低了生产效率。间接监测法通过分析刀具加工中产生的信号,建立基于信号的刀具磨损状态监测模型,对刀具磨损状态进行预估,常用的方法有切削力监测 {}^{[4]} 、温度监测 {}^{[5]} 、声发射监测 {}^{[6]} 和功率监测 {}^{[7]} 等。由于间接监测法具有适用性广、技术设备成本低和可实现实时在线监测等优势,因此受到广泛研究。刀具加工工况复杂多变,直接对采集到的信号进行分析,难以获得精确的刀具磨损状态预测结果。杨斌等 {}^{[8]} 通过对监测信号进行小波包进行预处理,选取小波包分解后各频带的能量特征输入至一维卷积神经网络(one-dimensional convolutional neural network, 1DCNN),实现对刀具状态识别。周粤等 {}^{[9]} 提出了一种将希尔伯特黄变换改进算法与卷积神经网络相结合的监测方法。杨汉博等 {}^{[10]} 等构建敏感特征值提取函数并基于深度学习,实现在多工况下刀具状态监测。郭宏等 {}^{[1]} 提出了一种多传感器特征融合和反向传播(back propagation, BP)神经网络结合的刀具磨损预测方法。何一千等 {}^{[12]} 提出了一种基于 BP神经网络的数控机床刀具磨损状态识别方法。上述研究表明,目前常用的处理方法深度学习网络有卷积神经网络(convolutional neural networks, CNN)和 BP神经网络等,由于这些深度学习网络方法具有不适合直接处理时间序列数据和面对长距离依赖时往往表现不佳等缺点,而LSTM通过其门控机制能够更有效地处理时间序列数据中的长距离依赖问题 {}^{[13]} ,这使得LSTM在提取时间序列数据中的深层特征时更为适用,且 LSTM能够在时间序列数据中捕获复杂的动态行为和模式,这对于刀具状态监测尤为重要,因为刀具磨损是一个随着时间演变的过程,涉及多种动态变化。
由于采集到的信号数据量巨大,直接使用深度学习模型会导致模型运算时间长,难以对刀具磨损状态达到实时监测的目的。李阳光等 {}^{[14]} 通过提取铣削加工过程中的电流、振动和声发射等信号的时频域特征,建立了基于皮尔逊相关系数的 LSTM刀具磨损预测模型,但是提取的时频域特征较为复杂,输入至LSTM模型中,会导致网络的收敛性差,训练时间长。朱晓慧等 {}^{[15]} 通过对原始信号进行优化变分模态分解,提取多尺度熵特征作为判断铣削颤振的指标。何群等 {}^{[16]} 分别对原始信号进行集合经验模态分解和变分模态分解,再将包含故障信息的所有本征模式分量进行信息熵的求取,结合峭度指标对描述冲击成分的优势改进信息熵,建立 LSTM轴承故障诊断模型。信息熵主要依赖于概率分布,能够有效地反应数据所带的信息量,且相比于时频域特征计算速度快,由上述研究表明信息熵能够有效地进行状态监测,因此本文选择以信息熵算法提取特征。由于单一熵特征难以全面描述信号中的有用信息 {}^{[15]} ,本文通过对目前常用于刀具状态的熵特征如香农熵、近似熵、排列熵和样本熵等进行特征优选,选取皮尔逊相关系数绝对值大于 0.9的熵特征作为特征矩阵输入至LSTM模型中,最终选取出 4种熵特征来预测刀具磨损量,试验结果证实了该方法的有效性。
基于上述分析,本文针对铣削过程中的刀具磨损状态监测,提出基于可听声信号熵特征的刀具磨损状态监测方法。首先,选取出合理的可听声信号作为特征提取的数据源,并进行熵特征提取;其次,对提取出来的熵特征进行特征优选,将优选出的特征矩阵输入至LSTM模型中;最后,得到刀具状态监测模型,试验结果表明能精确预测刀具磨损量。
1基本理论
1.1信息熵理论
熵是描述系统无序程度的物理量,用于描述信号特征的熵通常包括香农熵、近似熵、排列熵、散布熵、样本熵、小波熵和模糊熵等。
香农熵 H用于度量一个随机变量的不确定性,计算公式为
H=-sum_{i=1}^nleft[Pleft(x_i
ight)log_2 Pleft(x_i
ight)
ight]quad(1)
式中: Pleft(x_i
ight) 为随机事件 x_i 的概率; i为走刀次数, i=1,2,cdots, n; n 为走刀的总次数。
小波墒 H_{w} 由小波变换和香农熵结合,能够有效地捕捉信号在不同尺度下的信息量和不确定性,更好地处理非线性非平稳信号的信号,计算公式为
H_{w}=-sum_{i=1}^nleft(p_{j i}log_2 p_{j i}
ight)
式中: j为小波分解层数; p_{j i} 为小波能量比,能量比满足 sum_{i=1}^n p_{j i}=1 ,同概率分布。
排列墒 H_{PE} 用于度量时间序列复杂性和不确定性,对非线性动态特性的敏感,能够有效捕捉如刀具磨损过程中复杂变化的本质,且对序列长度要求
制造技术与机床
2025年第4期
Intelligent Manufacturing智能制造
不高,计算公式为
H_{PE}=-sum_{piin S_m}left[p(pi)log_2 p(pi)
ight]quad(3)
式中: m为嵌人维数, mgeqslant 2; S_m 为 (1,2,cdots, m) 的 m!种不同排列构成的集合; pi 为 S_m 中一个特定的排列; p(pi) 为 L-m+1 个 m维子序列中出现的相对频率,其中, L为输入信号的序列长度。
近似熵 H_{ApEn} 用于度量信号序列复杂性,能够通过计算序列中相似模式出现的频次差异,来反映序列的可预测性和规则性,其计算公式为
H_{ApEn}=phi^m(r)-phi^{m+1}(r)qquad(4)
式中: r为阈值; phi^m(r) 为嵌人维数为 m时,对距离小于阈值的个数与总数的比值,再取对数并求和的平均值; phi^{m+1}(r) 为嵌入维数为 m+1时,对距离小于阈值的个数与总数的比值,再取对数并求和的平均值。
散布熵 H_{DE} 用于度量信号的不规则性,能够评估非线性时间序列的不规则性、复杂性,其计算公式为
H_{DE}=-sum_{pi^{prime}=1}^{c^m} Pleft(pi_{v_0, v_1,cdots, v_{m-1}}^{prime}
ight)lnleft[Pleft(pi_{v_0, v_1,cdots, v_{m-1}}^{prime}
ight)
ight]quad(5)
式中: x为一个长度为 N的时间序列; c为类数; d为时延; pi^{prime} 为散布模式数 pi^{prime}=1,2,cdots, c^m;pi_{v_0, v_1,cdots, v_{m-1}}^{prime} 为散布模式; Pleft(pi_{v_0, v_1,cdots, v_{m-1}}^{prime}
ight) 为每种散布模式的概率。
样本墒 H_{SE} 用于度量时间序列复杂性,能够有效地捕捉数据中的随机性和不确定性,将一个波动性时间序列的复杂度呈现出来,其计算公式为
H_{SE}=-lnleft[B^{m+1}(r)/ B^m(r)
ight]
式中: B^m(r) 为在时间序列中两个连续子序列在相同相似容限下匹配到 m个点的概率; B^{m+1}(r) 为在时间序列中两个连续子序列在相同相似容限下匹配到m+1个点的概率。
模糊墒 H_{FE} 是在样本熵的基础上引入模糊隶属度函数,用于度量时间序列随维数变化产生新模式的概率,能够更好地反映每次走刀采集到的可听声信号之间的差异,其计算公式为
H_{FE}=lnleft[varphi^m(H, r)/varphi^{m+1}(H, r)
ight]qquad(7)
式中: H为边界梯度; N为一个时间序列中的数据个数; varphi^m(H, r) 为 m维度下的关系维度; varphi^{m+1}(H, r) 为m+1维度下的关系维度。
1.2长短时记忆网络
相比于传统循环神经网络(recurrent neural
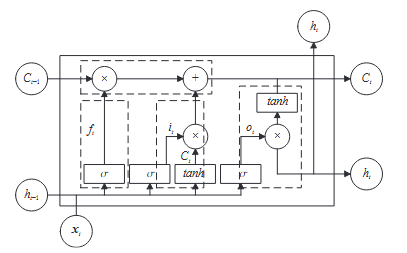
network, RNN), LSTM通过引人输入门、遗忘门、输出门和 1个细胞状态,一定程度上解决了 RNN在处理长序列时面临梯度消失或梯度爆炸的缺点。图1所示为LSTM单元结构图。
C_t-t 时刻存储单元信息; C_{t-1}-t-1 时刻存储单元信息; x_t-t 时刻输入的熵特征向量; sigma -Sigmoid激活函数; h_{t}-t 时刻隐藏状态的输出信息; h_{t-1}-t-1 时刻隐藏状态的输出信息; tanh一激活函数; f_t 一遗忘门; i_t 一输入门; o_t 一输出门。
图1 LSTM单元结构图
Fig. 1 LSTM unit structure diagram
i_t=sigmaleft(W_{i}cdotleft[h_{t-1}, x_t
ight]+b_{i}
ight)
式中: W_{i} 为输入门权重矩阵; b_{i} 为输入门偏置项。
f_t=sigmaleft(W_{f}cdotleft[h_{t-1}, x_t
ight]+b_{f}
ight)
式中: W_{f} 为遗忘门权重矩阵; b_{f} 为遗忘门偏置项。
o_t=sigmaleft(W_{o}cdotleft[h_{t-1}, x_t
ight]+b_{o}
ight)
式中: W_{o} 为输出门权重矩阵; b_{o} 为输出门偏置项。
C_t=f_t C_{t-1}+i_t anhleft(W_{c}cdotleft[h_{t-1}, x_t
ight]+b_{c}
ight)quad(11)
式中: W_{c} 和 b_{c} 为可学习参数。
2理论方法
2.1基于 PCC磨损状态特征优选
为使得刀具状态监测的精度更高,且满足实时监测的需要,本文采用 PCC对 7种熵进行特征优选,选取与刀具磨损量相关系数绝对值大于 0.9的作为特征输入至 LSTM模型中。 PCC是统计学中用来衡量 2个变量之间的线性相关程度,其计算结果在-1与 1之间,绝对值越大表明相关性越强,皮尔逊相关系数 PCC为
P C C=left[sum_{i=1}^nleft(s_i-�ar{X}
ight)left(y_i-�ar{Y}
ight)
ight]/left[sqrt{sum_{i=1}^nleft(s_i-�ar{X}
ight)^2}sqrt{sum_{i=1}^nleft(y_i-�ar{Y}
ight)^2}
ight]
式中: s为不同走刀次数下可听声信号的熵特征值;X为所有走刀次数下可听声信号的熵特征值的平均值;y1为不同走刀次数下对应的铣刀磨损量;�ar{Y}为
制造技术与机床所有走刀次数下铣刀磨损量的平均值。
将可听声信号提取的7个熵特征向量分别与刀具磨损量进行PCC分析,选取相关系数绝对值大于0.9的4个特征值作为模型输入。选取的特征值包括香农熵、小波熵、排列熵和近似熵。
2.2基于可听声信号的熵特征的刀具磨损状态监测方法
基于可听声信号熵特征的刀具磨损状态监测方法如图2所示。首先,由于外界的干扰,原始声音信号会出现少量的异常值,导致数据的整体分布发生改变,而熵主要依赖于概率分布,因此需要先对铣削加工中的可听声信号进行异常值处理,而相比于局部离群因子算法、K-最近邻算法等,孤立森林(isolation forest,iForest)主要解决全局异常问题,对局部区域的轻微异常检测不敏感,更适用于计算熵,因此选用孤立森林算法。其次,由于原始信号存在许多噪声信息和冗余信息,导致计算量长,预测精度难以保证,因此对处理后的原始信号进行熵特征提取。再次,为进一步使输入至LSTM的数据量小,且能有效地识别刀具状态,通过PCC,选取与磨损标签强相关的熵特征进行模型训练。最后,得到刀具磨损状态监测模型,对刀具磨损量进行预测,识别目前的刀具磨损状态,实现刀具磨损状态监测。
3铣削试验设计
试验采用硬质合金立铣刀对45号钢进行铣削加工,其中铣刀齿数为4、刃径为10mm、总长为75mm、刃长为30mm,在DX-650高速数控铣床上进行铣削加工,采用麦克风(型号为GRAS46AE)和Dewesoft数据采集系统采集铣削过程中不同时间段的可听声信号,每次走刀结束后采用苏州英示测量低倍镜(型号为5301-D400)拍摄刀具磨损照片,可听声信号采集装置如图3所示。
试验中,信号采样频率为50kHz,铣削参数为切削深度a_{p}=1.6mm、切削宽度a_{e}=1.0mm、主轴转速 n=6000 r/ min 、进给速度 v_{f}=720~mm/ min 。为加速刀具磨损,在45号钢上进行重复铣削5次,并采集可听声信号,每次走刀结束拍摄刀具磨损照片,试验总共重复30次,试验结束后测量刀具磨损照片中刀具磨损量,刀具磨损量变化曲线如图4所示,随着走刀次数增加,刀具磨损量呈非线性增长趋势,其中第5次和第25次的刀具磨损照片如图4所示,在第25次走刀时,刀具已进入严重磨损阶段。
Fig.2 Tool wear state monitoring method based on entropy features of audible acoustic signals
Fig.3 Installation diagram of audible signal acquisition device
Fig. 4 Milling cutter wear variation curve
4试验结果分析
4.1可听声信号数据分析
每次走刀共采集200万个数据点,选取每次处于稳定的铣削加工中的1万个数据点作为样本数据,图5左侧图所示为第5次采集到的可听声信号,右
制造技术与机床智能制造侧图所示为其中部分信号片段,可以看出,随着走刀次数增加,信号的振幅增大,信号逐渐变得紊乱,而熵的基本定义正是描述系统的混乱程度,符合熵的变化规律,因此,本文选取熵特征作为输入模型的特征矩阵。
Fig.5 Audible signals
4.2刀具磨损状态特征提取
在信号特征提取领域,常用的熵特征有香农熵、近似熵、散布熵、排列熵、模糊熵、小波熵和样本熵,求解结果如图6所示,除模糊熵之外,其余熵特征均近似呈非线性增长或递减,同刀具磨损量变化曲线规律相近。由于模糊熵主要用于度量时间序列随维数变化产生新模式的概率,反映可听声信号之间的差异,而刀具在磨损过程中存在不确定性,使得模糊熵的变化不稳定,因此与刀具磨损量变化规律存在较大差距。
4.3基于LSTM磨损状态预测模型构建与验证
本文通过构建LSTM预测模型实现熵特征到刀具磨损量的映射,在构建LSTM网络中,共建立了2层:第1层为LSTM层,包含64个单元;第2层为全连接层,包含1个输出节点,即预测磨损量,选用均方根误差作为损失函数。在对刀具磨损量进行预测中,建立3种预测方法以验证优选熵特
征的效果:方法1,对原始信号采用同样的处理方法,提取处理后信号的时频域特征,并进行特征优选[14];方法2,用7种熵作为特征矩阵输入至LSTM模型中;方法3,用优选熵特征作为特征矩阵输入至LSTM模型中。图7所示为刀具磨损量预测结果。由图7a可知,方法1的均方根误差为0.0076mm;由图7b和图7c可知,方法2和方法3的预测磨损量和实际磨损量具有相同的增长趋势,且预测磨损量围绕实际磨损量上下波动,其中前者均方根误差为0.0141mm,后者均方根误差为0.0041mm。由此可得优选后的熵特征磨损状态预测模型效果更好,验证了该方法可得到较高的精确的预测值。
Fig.6 Entropy characteristic change curves
5结语
针对因强噪声干扰而导致基于可听声信号的刀具磨损监测精度不足的问题,建立了基于可听声信号熵特征的刀具磨损状态监测方法,通过相关性分析,获得与刀具磨损密切相关的可听声信号香农熵、小波熵、排列熵和近似熵等特征,以此为基础,建立了基于LSTM模型的刀具磨损状态监测算法。铣
制造技术与机床削试验结果表明,提取出的熵特征可抵御噪声干扰,其模型预测均方根误差为0.0041mm,实现了刀具加工过程中的精确监测,为基于信号的刀具磨损状态监测应用提供重要支持。
Fig.7 Tool wear prediction results
参考文献
[1]杨绍杰,王宇,孔羿勋,等.数控技术在智能制造中的应用探析[J].内燃机与配件,2024(20):103-105.
[2]肖忠跃,张为民,刘朝晖.基于最大熵与交叉熵理论的刀具磨损检测技术[J].机床与液压,2018,46(22):89-93.
[3]邓文科,彭林波,何蔚.数控加工中心的刀具监控技术[J].科技创新导报,2011(17):109
[4]邓辰杰,曹华军,张金,等.面向状态监测和过程控制的智能车刀研究进展[J/OL].机械科学与技术,1-17[2024-10-24].https://doi.org/10.13433/j.cnki.1003-8728.20230343.
[5]陈金海,张文远,罗梦婷,等.智能滚动轴承内圈温度监测系统研究[J].仪表技术与传感器,2021(10):103-108.
[6]王岩.基于声发射监测的微磨削特征信号感知测量[J].机械管理开发,2024,39(9):44-45,48.
[7]吴佳俊,闫兵.基于角振动的内燃机功率监测谐次特征分析[J].科技创新与应用,2023,13(25):19-22.
[8]杨斌,樊志刚,王建国,等.小波包和1DCNN结合的刀具磨损状态识别[J].机械设计与制造,2024(9):228-232,237.
[9]周粤,段现银.采用HHT与CNN的刀具磨损状态监测[J].组合机床与自动化加工技术,2023(10):169-173,178.
[10]杨汉博,赵飞,朱倪黎,等.深度卷积神经网络在多工况下刀具状态监测中的应用[J].机床与液压,2021,49(3):69-74.
[11]郭宏,徐延,伊亚聪,等.特征融合与BP神经网络结合的刀具磨损预测[J/OL].机械设计与制造,1-5[2024-10-24].https://doi.org/10.19356/j.cnki.1001-3997.20240617.011.
[12]何一千,黄民,孙巍伟.基于BP神经网络的数控机床刀具磨损状态识别方法[J].设备管理与维修,2019(17):37-40.
[13]陈笑颖,许鹏.基于长短记忆网络的刀具磨损监测方法研究[J].机械制造与自动化,2023,52(3):106-111.
[14]李阳光,冯都忠,季海晨,等.基于PCC-LSTM刀具磨损预测方法研究[J].机械设计与制造工程,2023,52(3):73-77.
[15]朱晓慧,刘长福,于新丽,等.基于优化变分模态分解和多尺度熵特征的铣削颤振监测研究[J].工具技术,2024,58(8):140-149.
[16]何群,余志红,陈志刚,等.基于改进信息熵和LSTM网络的轴承故障诊断[J].科学技术与工程,2024,24(12):4969-4975.



